- 企業推廣分銷B2B平臺
- 累計為企業宣傳展示1.2億次以上
- 分銷模式,讓每個人都愿意幫您做生意
- 30多萬銷售員注冊,快速對接銷售渠道
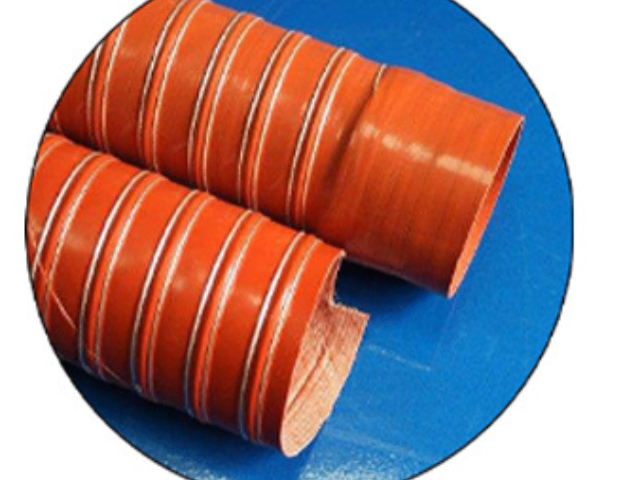
橡膠開煉機的混煉技術你聽說過嗎?聽說過沒見過,下面就請我給大家科普一下,滿滿的干貨哦。

一、開煉機混煉技術
三過程:開煉機混煉可分為①包輥②吃粉③翻煉三個階段。
開煉機的裝膠容量計算公式:V=0.0065*D*L 其中V-體積 D是輥筒的直徑(cm) L是輥筒的長度(cm)
1.1、包輥
不飽和橡膠在開煉機上加工時改變輥筒溫度會出現四種不同的包輥狀態。溫度較低,膠料較硬,彈性高,橡膠主要停留在堆積膠處滑動,延遲生產過程。溫度適宜,橡膠能正常包于輥筒上,既有塑性流動又有適當高的彈性變形,有利于混煉操作。隨著溫度的提高,流動性增加,分子間力減小,強度降低,膠片不能緊包在輥筒上,出現脫輥或破裂現象。橡膠在更高的溫度下呈粘彈性流體包于輥筒,并產生塑性流動。
1.2、吃粉
膠料包輥后為使配合劑盡快混入膠中,在輥縫上應保持適量的堆積膠。吃粉時,當膠料進入堆積膠的上層時,由于受到阻力而擁塞、折疊起來,在堆積膠的前方形成縐紋溝,粉劑就能進入這些溝紋中,并被帶進堆積膠的內部。如果無堆積膠存在,則配合劑只靠后輥與橡膠間的剪切力將粉劑擦入橡膠中,這樣并不能使粉劑深入橡膠內部,影響混煉效果。而且未被擦入橡膠中的粉劑會被后輥與橡膠擠壓成薄片落入接料盤。如系液體配合劑則會粘到后輥上或流到接料盤上,而使以后混煉發生困難。
在吃粉過程中,堆積膠量必須適中。如無堆積膠或堆積膠量過少時,一方面配合劑只靠后輥筒與橡膠間的剪切力擦入膠料中,不能深入膠料內部而影響分散效果;另一方面未被擦入橡膠中的粉狀配合劑會被后輥筒擠壓成片落入接料盤,如果是液體配合劑則會粘到后輥筒上或落到接料盤上,造成混煉困難。若堆積膠過量,則有一部分膠料會在輥縫上端旋轉打滾,不能進入輥縫,使配合劑不易混入。
開煉機和密煉機的混煉工藝
加料順序:生橡膠→活性劑、加工助劑→硫磺→填充、軟化劑、粉劑→加工助劑→促進劑
1.3、翻煉
混煉的第三個階段為翻煉,由于橡膠黏度大,混煉時膠料只沿著開煉機輥筒轉動方向產生周向流動,而沒有軸向流動,而且沿周向流動的橡膠也僅為層流,因此大約在膠片厚度約1/3處的緊貼前輥筒表面的膠層不能產生流動而成為“死層”或“呆滯層”,見圖所示。此外,輥縫上部的堆積膠還會形成部分楔形“回流區”。以上原因都使膠料中的配合劑分散不均。
由于橡膠粘度大,膠料在輥筒表面近層的流動性較差,剪切力促使橡膠流動僅為層流。與輥筒面相接觸的約1/3厚膠片內層配合劑進不去,形成“死層”。
為了彌補堆積膠對混煉的不良影響,工藝上必須輔以切割翻煉,使“死層”中的膠料不斷地被帶到堆積膠頂部并進入“活層”,使左右兩邊膠料互相摻勻,才能破壞死層和回流區,使混煉均勻,確保質地均一。
翻煉刀法:a、斜刀法(八把刀法) b、三角包法 c、打扭操作法 d、搗膠法(走刀法)
橡膠開煉機的混煉技術你都掌握了嗎?